
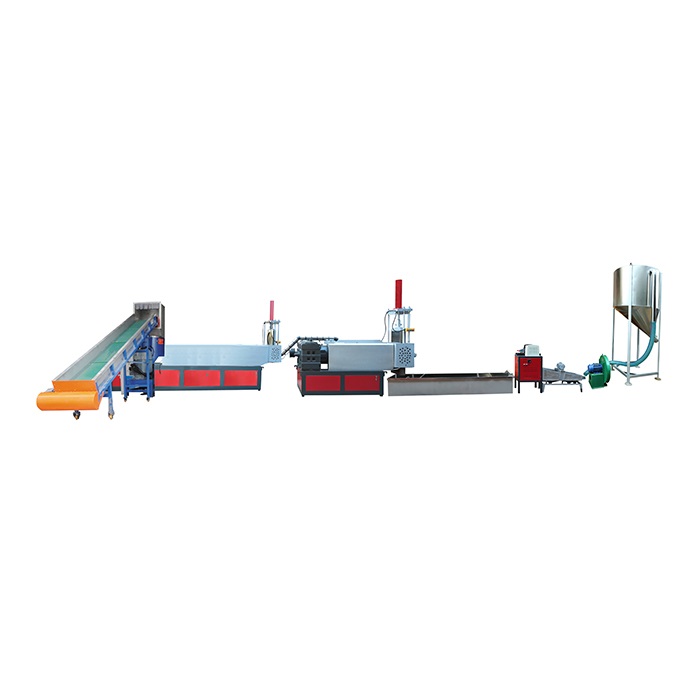
两阶干膜自动上料排气型挤出造粒机组,主要是由一台排气式塑料挤出机与一台无排气是塑料挤出机串联成阶式的废塑料回收造粒设备。两阶水料自动上料排气型挤出造粒机组是我公司的成熟产品、专门试机的排气口能有效排除物料融化过程中产生的水分和挥发性气体,挤出颗粒均匀、结实、美观,生产效率高、塑料薄膜造粒机、塑料薄膜破碎机、自动上料造粒机、配置有加大号滤网机构的机组,更能大大提高生产效率。
两阶干膜自动上料排气型挤出造粒机组与气流造粒机及喷水造粒机类似,设备部分主要涵盖:塑料造粒机、单双螺杆塑料挤出机、塑料吹膜机、制袋机、印刷机、涂布机、胶带机、胶带分切机、分切机、打包带机。改性配方方面以合金材料为主,尤其以PET、PC、ABS、(PP、PA)这些目前应用区域正在不断壮大的材料;塑料配方开发了保鲜膜、降解膜、塑料薄膜造粒机、塑料薄膜破碎机、自动上料造粒机、PET增粘增韧等配方。不同的是它有一股平稳的水流流过模面,而与模面直接接触。切粒室的大小以恰足以使切粒刀自由地转动越过模面而不限制水流温度。熔融聚合物从口模挤出,旋转刀切割粒料,粒料被经过调温的水带出切粒室而进入离心干燥器。在干燥器中,水被排回贮罐,冷却并循环再用;粒料通过离心干燥器除去水份。
条料生产线成本不高,操作简便,且清洗便捷。这对色料配混来说有其优点,因为两批不同色料的更换必须彻底清洗设备。但是,造条方法的缺点是冷却段需占用空间,其长度按聚合物的温度要求来确定。
大多数聚合物在制成终产品之前,必须配合混炼,然后造粒,成为可销售的原料。造粒机所需的功率与挤出量成正比关系,与滤网尺寸成指数关系。有许多不同的造粒器设计,但一切两阶水料自动上料排气型挤出造粒机组可以分为两大类:冷切粒系统和模面热切粒系统。二者的主要区别在于切粒过程时间的安排。冷切粒系统,在加工过程的末了从已固化的聚合物切粒;而在模面热切粒系统中,当熔融状态聚合物从口模出现时即进行切粒,而在下游对粒料进行冷却。两种切粒系统各有其优缺点。
冷切粒系统:冷切粒系统包括口模、冷却区(风冷或水冷)、干燥区(如果采用水冷)和切粒室。冷切粒系统有两大类,即片料造粒机和条料造粒机。
熔融的聚合物从热口模挤出,被地着模面旋转的旋转刀切成粒料。这种甘粒系统的特色是其特殊设计的喷水切粒室。塑料薄膜造粒机,塑料薄膜破碎机,自动上料造粒机,水呈螺旋线绕因流动,直至流出甘粒室。粒料切下后,即被抛入水流,进行初步淬冷。粒料水浆排入粒料浆槽被进一步冷却,然后送入离心干燥器脱除水分。
条料造粒机的使用历史几乎与片粒造粒机同样悠久。包括口模、冷却段(水浴或鼓风机)、干燥段(如果采用水冷)和切粒刀。用挤出机或齿轮泵挤出熔融的聚合物通过一个水平安装的口模而形成条料(现代化的口模经过精密机械加工,均匀加热,以产出质量稳定的条料)。条料从口型排出后,即用鼓风机或空气/真空设施进行冷却,或用水浴冷却。如果采用水冷,条料需通过一个干燥段,用强制通风吹除水分,然后将条料送至切粒室。利用一对固定刀和旋转刀的剪切作用,把条料精确地切成所需长度。


您好!请登录